

მუდმივი მაგნიტური ამწე არის სწრაფი, უსაფრთხო და მარტივი გზა ფოლადის ფირფიტების, რკინის ბლოკების და ცილინდრული რკინის მასალების ასაწევად, როგორიცაა მექანიკური ნაწილები, მუშტები და სხვადასხვა ტიპის ფოლადის მასალები.
იგი შედგება ორი ნაწილისგან, მუდმივი შემწოვი და გამონადენი მოწყობილობა. მუდმივი საწოვი შედგება ნეოდიმის მუდმივი მაგნიტებისაგან და მაგნიტგამტარი ფირფიტისგან. ნეოდიმის მაგნიტების მიერ წარმოქმნილი მაგნიტური ძალის ხაზები გადის მაგნიტის გამტარ ფირფიტაზე, იზიდავს მასალებს და ქმნის დახურულ წრეს, რათა მიაღწიოს ფოლადის მასალების აწევას. გამონადენი მოწყობილობა ძირითადად ეხება სახელურს. იგი ფართოდ გამოიყენება ტექნიკის მრეწველობაში, ყალიბის წარმოებაში, საწყობებში და სატრანსპორტო განყოფილებებში ფოლადის ფირფიტების, ფოლადის ინგოტების და სხვა მაგნიტური გამტარი ობიექტების ტრანსპორტირებისთვის.
1. კომპაქტური ზომა და მსუბუქი წონა
2.სწრაფი და მარტივი მუშაობა ON/OFF სისტემით / სახელურით
3.V- ფორმის ღარის დიზაინი ქვედა ნაწილში, რომელიც საშუალებას აძლევს იმავე ამწე მაგნიტს, რომელიც შესაფერისია როგორც ბრტყელი, ასევე მრგვალი ობიექტებისთვის
4.ძალა იკვებება იშვიათი დედამიწის ნეოდიმის მაგნიტების სუპერ-ძლიერი კლასის მიერ
5. ძირის ირგვლივ დიდი ჩაღრმავება ეფექტურად იცავს ქვედა ზედაპირის სიბრტყეს და საშუალებას აძლევს მაგნიტურ ამწევს სრულად გამოიყენოს თავისი მაგნიტური ძალა
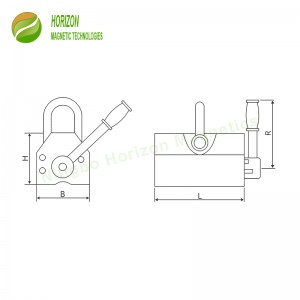
| ნაწილის ნომერი | რეიტინგული ამწევი ძალა | ამოღების მაქსიმალური ძალა | L | B | H | R | წმინდა წონა | მაქსიმალური სამუშაო ტემპერატურა | |
| kg | kg | mm | mm | mm | mm | kg | °C | °F | |
| PML-100 | 100 | 250 | 92 | 65 | 69 | 155 | 2.5 | 80 | 176 |
| PML-200 | 200 | 550 | 130 | 65 | 69 | 155 | 3.5 | 80 | 176 |
| PML-300 | 300 | 1000 | 165 | 95 | 95 | 200 | 10.0 | 80 | 176 |
| PML-600 | 600 | 1500 | 210 | 115 | 116 | 230 | 19.0 | 80 | 176 |
| PML-1000 | 1000 | 2500 | 260 | 135 | 140 | 255 | 35.0 | 80 | 176 |
| PML-1500 | 1500 | 3600 | 340 | 135 | 140 | 255 | 45.0 | 80 | 176 |
| PML-2000 | 2000 წ | 4500 | 356 | 160 | 168 | 320 | 65.0 | 80 | 176 |
| PML-3000 | 3000 | 6300 | 444 | 160 | 166 | 380 | 85.0 | 80 | 176 |
| PML-4000 | 4000 | 8200 | 520 | 175 | 175 | 550 | 150.0 | 80 | 176 |
| PML-5000 | 5000 | 11000 | 620 | 220 | 220 | 600 | 210.0 | 80 | 176 |
1. აწევამდე, გაასუფთავეთ ასაწევი სამუშაო ნაწილის ზედაპირი. მუდმივი ამწევი მაგნიტების ცენტრალური ხაზი უნდა ემთხვეოდეს სამუშაო ნაწილის სიმძიმის ცენტრს.
2. აწევის პროცესში მკაცრად აკრძალულია გადატვირთვა, სამუშაო ნაწილის ქვეშ მყოფი ადამიანები ან ძლიერი ვიბრაცია. სამუშაო ნაწილის ტემპერატურა და გარემო ტემპერატურა უნდა იყოს 80C გრადუსზე დაბალი.
3. ცილინდრული სამუშაო ნაწილის აწევისას V-ღარი და სამუშაო ნაწილი უნდა იყოს კონტაქტში ორ სწორ ხაზთან. მისი ამწევი სიმძლავრე არის მხოლოდ 30% - 50% რეიტინგული ამწევი სიძლიერის.





